Multifunctional safety systems in the minig industry

WE MAKE MINES PLAINLY VISIBLE FOR YOU
Multifunctional underground communication, safety and automation systems in the mining industry
- 5 5 types of reliable voice communication
- 5 5 labor safety systems
- 5 5 automation systems
- 16 16 domestic and European manufacturers
Contact us
Сообщение упешно отправлено!
COMPREHENSIVE SOLUTIONS WITHIN A UNIFIED INFORMATION SYSTEM
Control and Supervision of Mine Staff and Equipment within a Unified Information System
 Digital Technologies
Digital Technologies
We utilize digital technologies for data transmission and ensuring reliable underground communication which allows reducing peoples movements and improve the labor productivity.  Automation Systems
Automation Systems
Specialized software allows the dispatcher to manage the staff and mining equipment within a unified information system ensuring prompt and high-quality decision making.  Safety System
Safety System
The system detects and identifies operational defects and potential hazards enabling to respond promptly and efficiently to any abnormal situations and ensuring a high level of safety when working in mines.  Current Challenges in the Industry
Current Challenges in the Industry

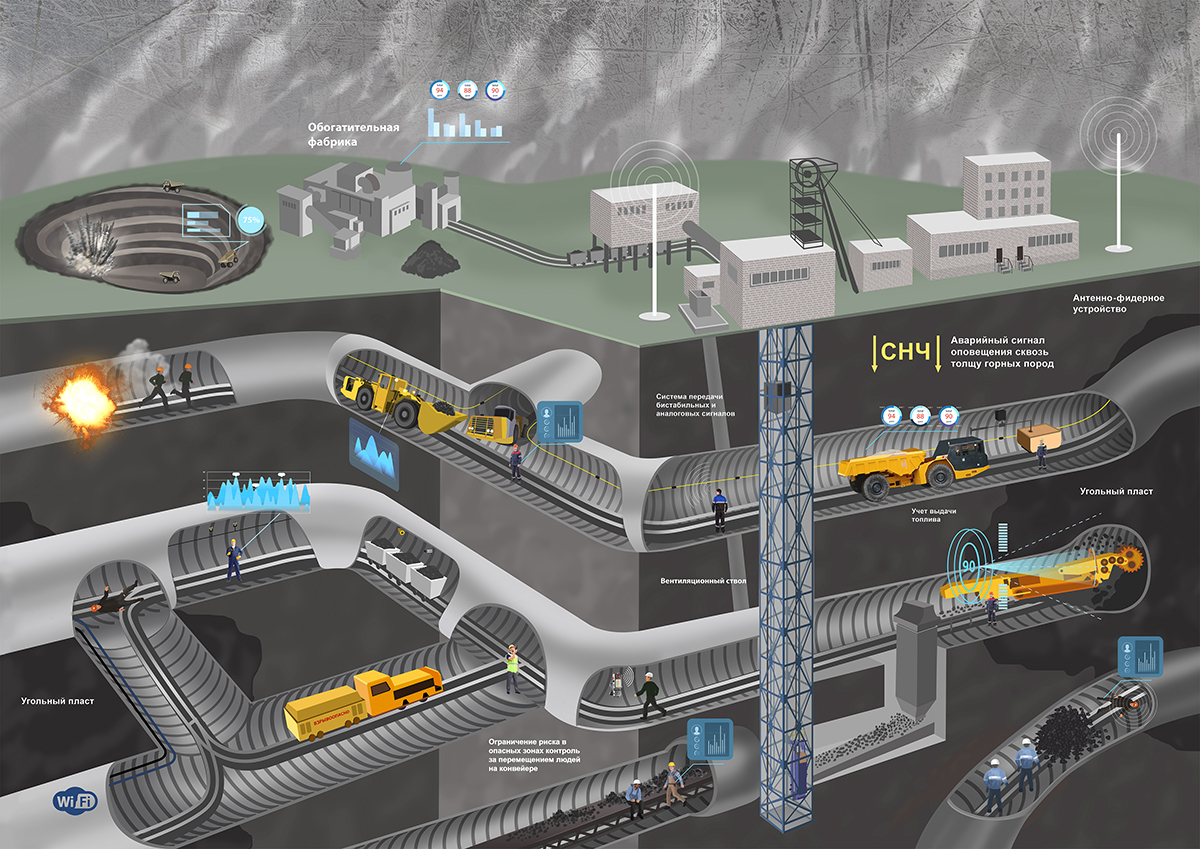
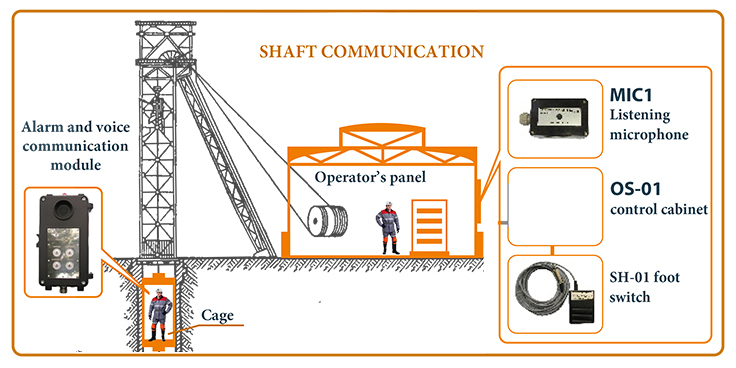
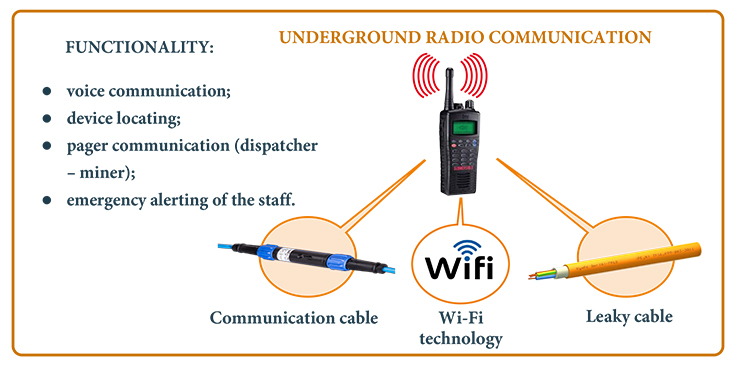
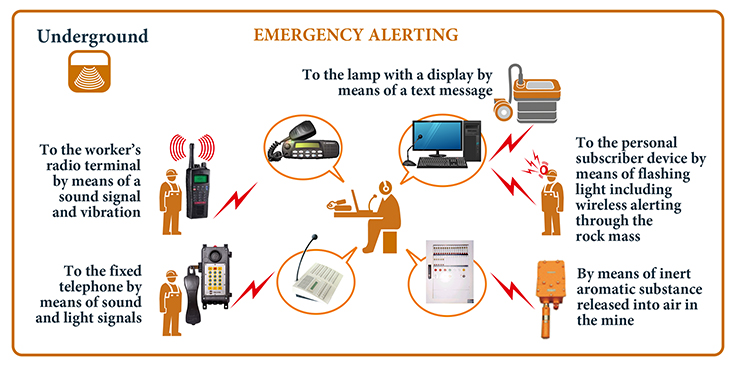
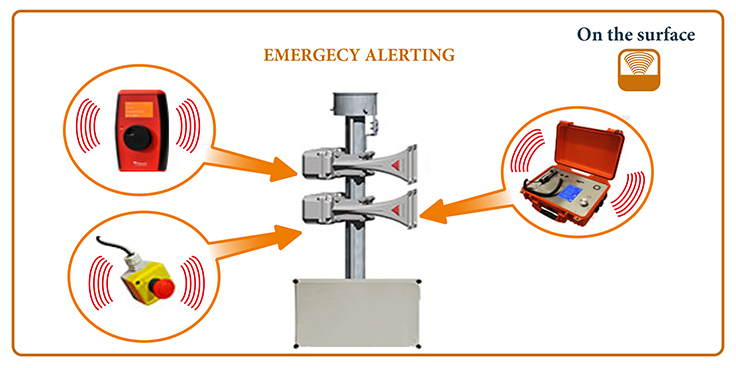
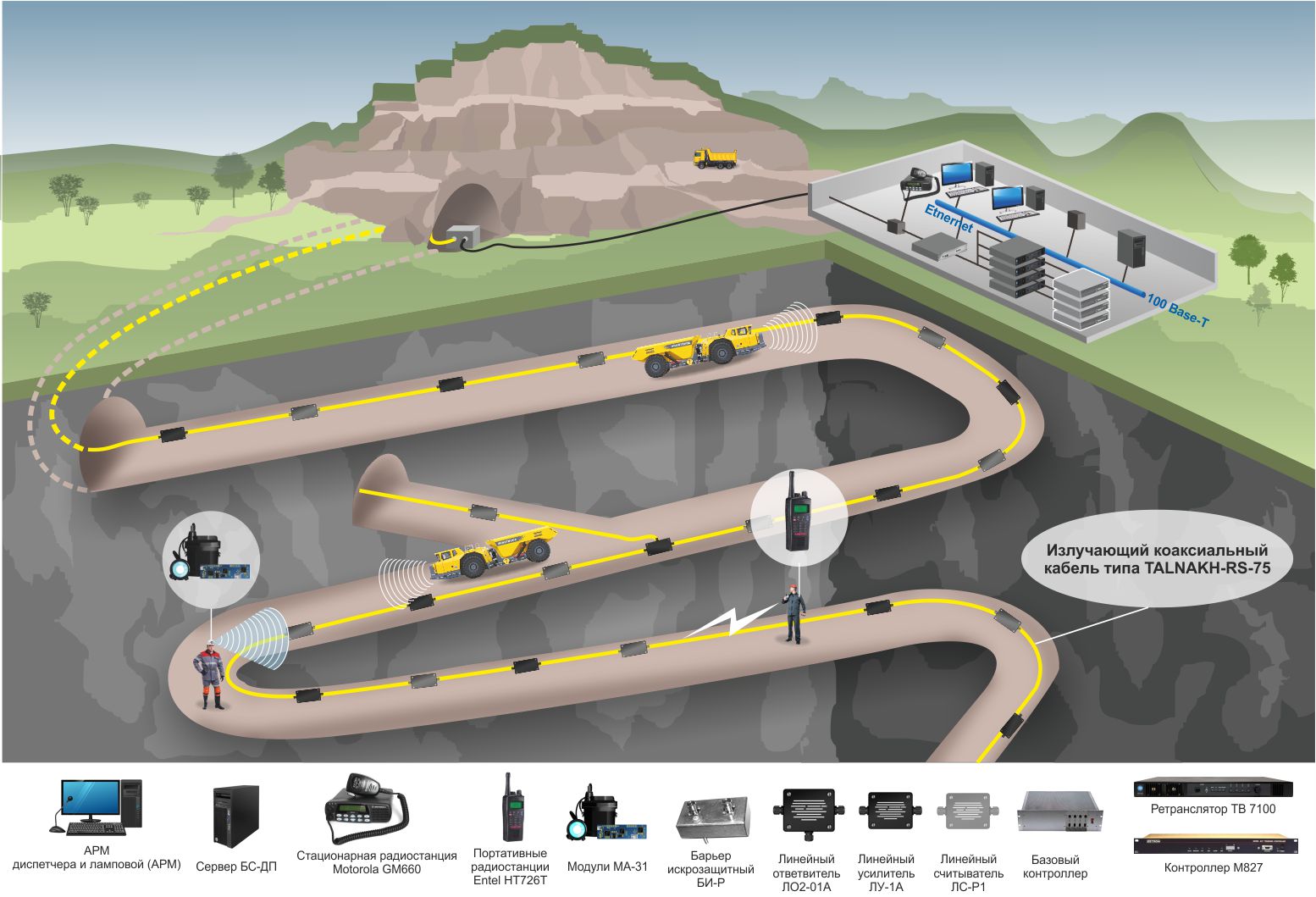
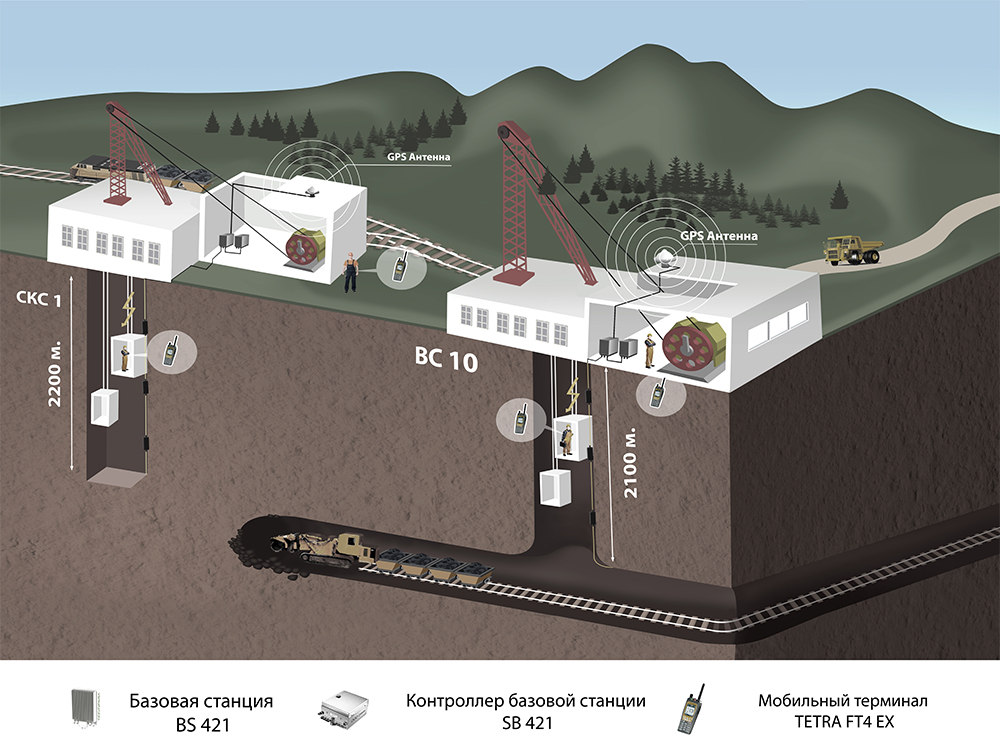
COMMUNICATION AND ALARM SYSTEMS IN MINES
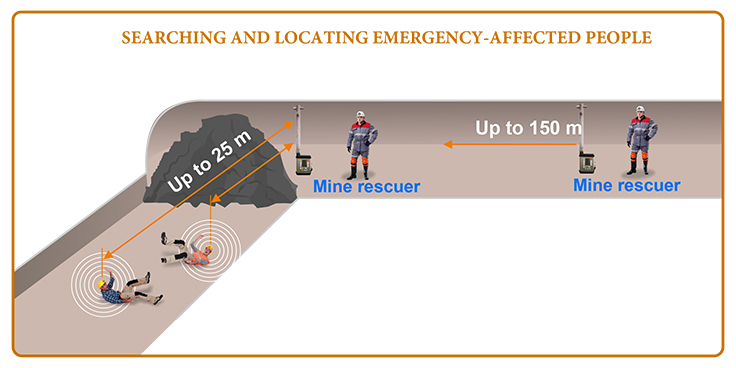
Contemporary underground communication systems deal with supervision and control of production processes in mines as well as alerting and searching for emergency affected people during rescue works.

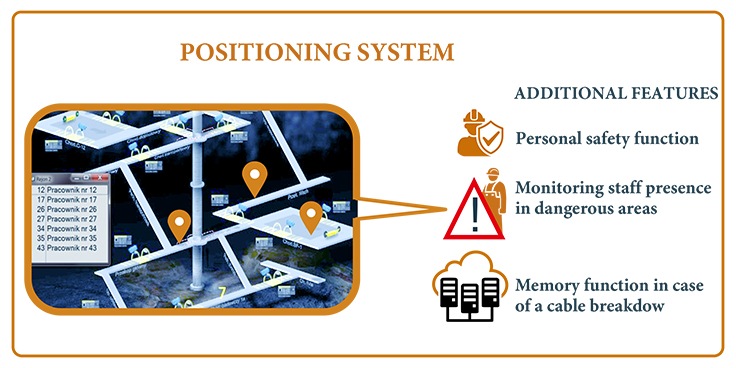
SAFETY SYSTEMS IN MINES
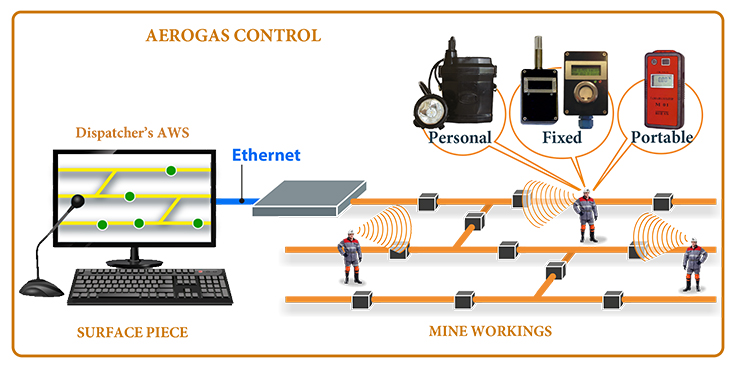
Multifunctional safety systems are designed to reduce the risk of emergencies when performing underground works. The main purpose of the systems is to ensure safe and trouble-free operation of the enterprise and minimize losses in case of emergencies.
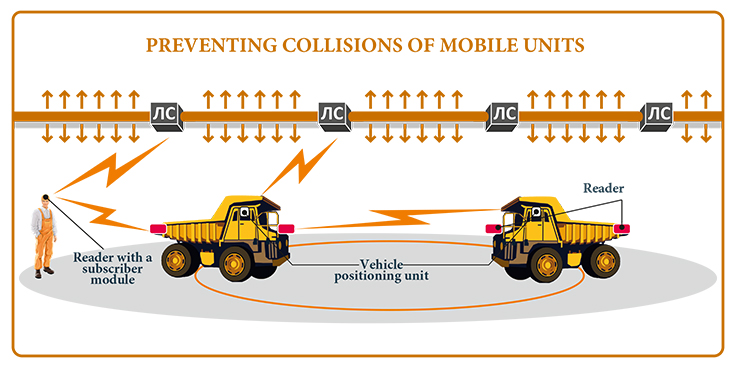

AUTOMATION
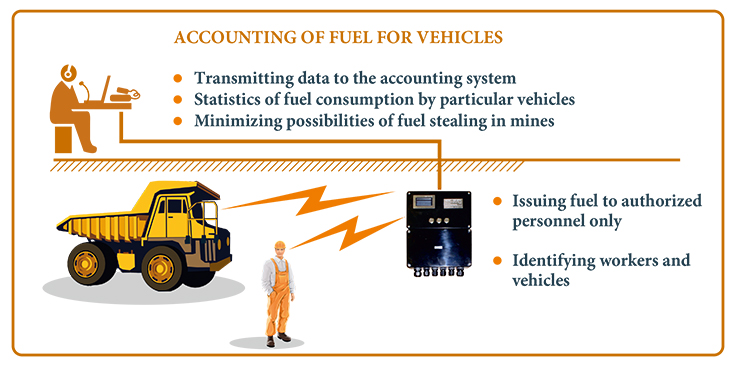
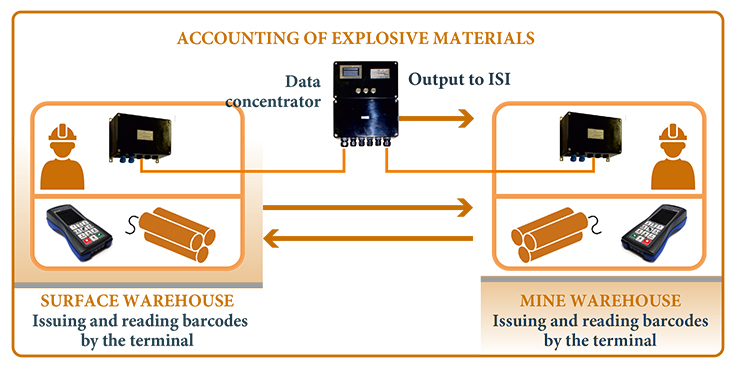
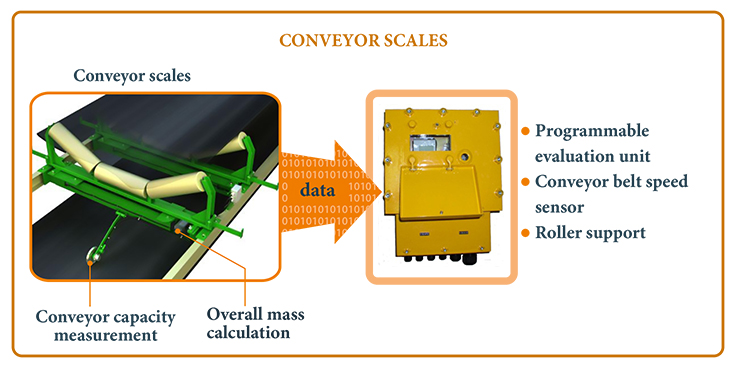
Mine production process automation systems improve the labor productivity considerably due to efficient control, data collection and mine equipment operation monitoring. Mining industry automation allows transferring some of authorities related to production management and decision making from humans to the artificial intelligence.
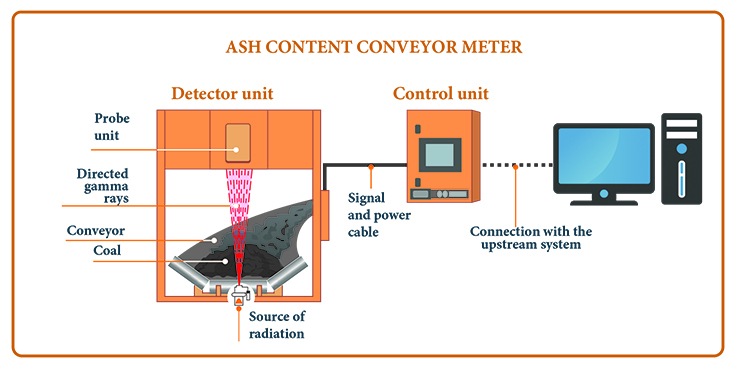
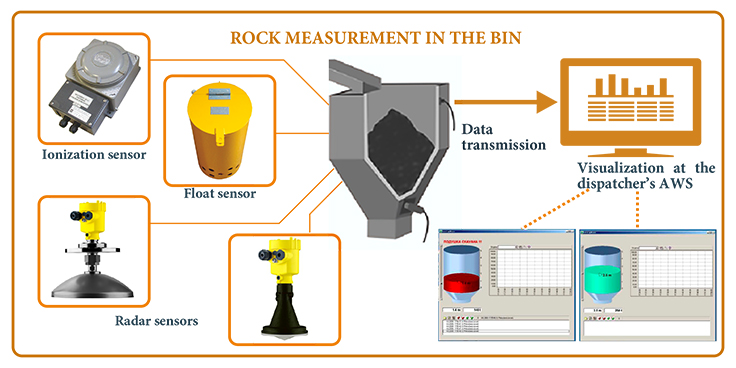
MULTIFUNCTIONAL COAL MINE SAFETY SYSTEM CHARACTERISTICS
WHO WE WORK FOR

Mines

Processing plants

Surface mines
PROJECTS
Our staffs experience and high level of professionalism allow solving crucial problems in the face of digital transformation of the mining industry. We can help in developing, introducing and integrating new systems and solutions that will improve production automation, reduce expenses and provide better control of production processes and labor safety. The underground communication, safety and automation systems we have implemented have been introduced at mining industry facilities including Mayskoye, Birkachan and Tsokol deposits; Goltsovoye, Dukat, Komsomolskiy, Lomonosovskiy GOK, Verkhotinskiy GOK, Zapolyarnaya mines, etc.
Zolotorudnaya Kompaniya Mayskoye, Ltd., is one of five largest gold deposit in Russia. It is located in Chukotka, the north-east of Russia. More than 90% of the ore in the deposit is refractory and requires preliminary treatment to achieve acceptable recovery factors. Mayskoye deposit belongs to Polimetall, OJSC
Read more

Dukat is one of the worlds largest silver deposits located in the north-east of the Russian Federation in Omsukchanskiy Region of Magadan Oblast. Commercial reserves of the deposit amount to 14,810 t of silver and 30 t of gold with the silver content in the ore up to 1100 g/t. The deposit is being developed by Serebro Magadana, CJSC, a subsidiary company of Polimetall.
Read more

Goltsovoye, an underground silver mine, is a large silver deposit in Omsukchanskiy Region of Magadan Oblast. Since 2009, the deposit has been developed by Serebro Magadana, a subsidiary company of Polimetall, JSC.
Read more
Рудник Komsomolskiy mine belongs to GMK Norilskiy Nikel, the largest Russian mining concern. At present, the facility is still being built based on reserves of sulphide copper-nickel ores of Talnakhskiy ore cluster.
Read more
FEEDBACK

Zolotorudnaya Kompaniya Mayskoye, Ltd.
Glushkov N.I., Zolotorudnaya Kompaniya Mayskoye, Ltd. (Polimetall, OJSC), Mayskoye deposit (Chaunskiy Region, Chukotka Autonomous Okrug): When performing assembling and commissioning of underground radio communication system at Mayskoye mine, Kommunikatsii company proved to be a reliable system integrator with highly professional staff. The system was put into operation in full compliance with the terms of reference.
Serebro Magadana, CJSC
Pleshivstev A.A., Serebro Magadana, CJSC (Polimetall, OJSC), Dukat mine (Magadan Oblast): All works were carried out with a high professional level and within the specified time limits. The system was put into operation according to the design documentation developed by Kommunikatsii, Ltd., in full compliance with the terms of reference. In conclusion, let me thank you for your work and express my hope for our companies further fruitful cooperation.
